洛瑞卡新材料
防腐材料,屋頂板材,工業屋頂板材,ASA塑鋼板,耐腐瓦板,廠房屋面瓦,ASA膜戶外裝飾膜

全國統一服務熱線0512-5366071215810961179

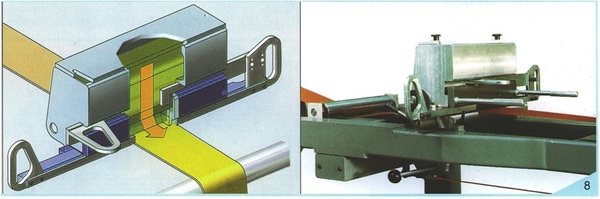
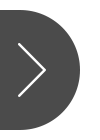
洛瑞卡ASA耐候膜-覆膜工藝流程作者:洛瑞卡科技有限公司 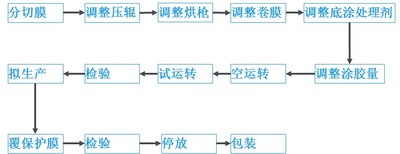 覆膜工藝流程圖  膜的分切原理與設備 一、覆膜前U-PVC型材和鋁型材的準備和預處理
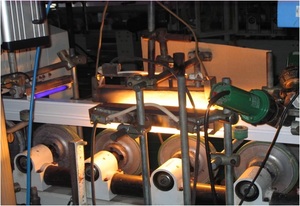
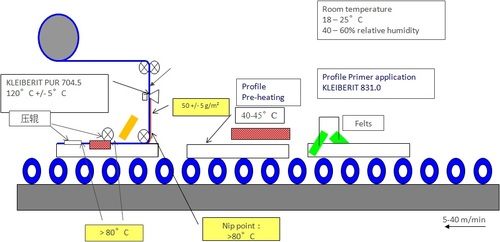
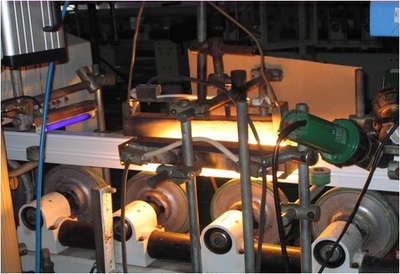
二、用熱熔型PUR膠包覆U-PVC型材和鋁型材 (一)膠粘劑的制備 1. 將熱熔膠投放到封閉的膠箱中,加熱到120℃,使之處于完全熔融狀態。 2. 將膠液輸送管同樣加熱到120℃,使之能夠輸送膠液。 (二)涂膠準備 1. 調整膠箱出膠口縫隙,使涂膠量控制在40-50g/m2。 2. 在拐角前必須有加熱器進行加溫,以防出現折線發白,凸角凹角處尤為重要。 3. 調整壓輥。 1)從型材的中心分別向兩邊排輥。 2) 拐角處必須有輥,輥的形狀最好與型材局部一致。 3) 如果排輥較多,最好每個覆膜處都能保證經過兩至三次的輥壓,凹處必須保證有三次輥壓。 (三)使用熱熔膠覆膜 1. 按照型材的幾何尺寸,調整好壓輥的位置,在壓輥前調整好加熱器的位置。 2. PVC型材表面加熱40-45℃ 3. 壓輥前的含膠膜溫度控制在70~80 ℃ 4. 在壓輥前100mm內時,PVC型材表面溫度控制在50~60 ℃ 5. 檢查經輥壓覆膜后的型材邊緣粘接是否牢固,表面是否有氣泡 6. 貼覆表面保護膜
三、用溶劑膠(雙組分膠)包覆U-PVC型材和鋁型材 (一)膠的制備 1. 將膠和固化劑按定量比例進行配制,并用攪拌機攪拌均勻(U-PVC型材20:1,鋁型材25:1,以克力寶膠為例) 2. 用攪拌機攪拌時,避免出現氣泡;如出現氣泡要進行停放,消除氣泡后再用。 (二)涂膠準備 1. 調整覆膜機的鴨嘴式熱風加熱器或紅外線加熱器,在輥壓前將膜加熱到70~80℃ 2. 在拐角前必須有加熱器進行加溫,以防出現折線發白,凸角凹角處尤為重要。 3. 按要求調整好膠箱流膠口的間隙。 4. 將混合好的膠粘劑倒入涂膠箱內。 5. 調整壓輥,要求同熱熔膠覆膜。 (三)烘烤加溫箱 1. 將膜所有接觸的導輥進行清潔,使其運動自如,光亮無雜質。 2. 進行預熱,加溫至60~70℃ 3. 檢查鼓風機、抽風機的工作是否正常 (四)使用溶劑膠覆膜 步驟同熱熔膠覆膜。但涂膠量控制方法如下:溶劑膠涂覆在膜上之后,在60~70℃的烘道里烘干至不粘手為好,涂膠量控制30~40g/m2
四、U-PVC型材和鋁型材覆膜注意事項 1.U-PVC型材和膜都要放置于室溫18℃以上的環境中24小時。 2.溶劑膠在低溫下不易存放太長時間,否則會出現結塊現象,當加溫后可消除結塊,而后使用。 3.加固化劑的混配溶劑膠不能停放使用時間太長,因為其在6個小時即可固化,不可再用。 4.溶劑膠覆膜設備上方要求有排風扇,以便排出低分子物質和揮發的溶劑氣體。 5.整個環境應無灰塵、水等雜質。 6.溶劑膠覆膜室內溫度不足20℃時,粘合力不佳,應提高烘箱的溫度,覆膜線速度應調低。熱熔膠覆膜室內溫度不足15℃時,因配備車間加溫裝置,濕度若低于40%,應配備加濕裝置。 7.覆好膜的型材應該按照膠的固化要求保持固化期間的溫度和濕度,方可得到粘接強度合格的覆膜型材。 8.一切準備就緒后,可用一根表面粘有透明膠帶的6米長的型材作為調整工藝的試驗件,以減少廢品。 |
||||||||||||||||||||||||||||||||||||||||||||||||||